



机械化涂装生产已实现成熟模式,尤其是辊涂涂装,在生产效率与涂料损耗方面,优势较为明显,是板式家具和木门企业应用较多的机械化涂装方式之一。但是辊涂在施工过程中也会出现一系列的漆膜弊病,现总结几点常见弊病,并提出预防方法,以供参考。
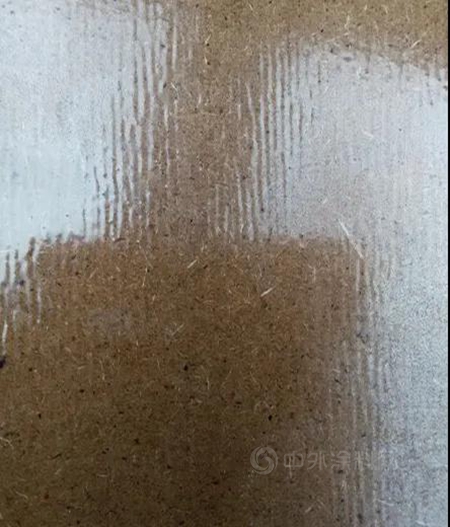
问题一 辊痕
产生原因
辊痕产生的主要原因有:一是基材原因,基材涂装前砂光不良、不平整;二是涂料原因,涂料在低温环境下施工粘度过高;三是设备操作原因,施工时定量辊与涂布辊间距过宽、涂布量过大,传送带速度与涂布辊速度不一致;四是工艺原因,涂层间未全固化砂光,多次重复辊涂造成涂层堆积。
预防方法
预防辊痕的相关办法有:
第一,基材涂装前采用定厚砂光机进行砂光以提高基材平整度,一般情况下,1m长度基材弯曲度必须控制在±2mm以内,厚度误差必须控制在±0.05mm以内。
第二,在室温过低或粘度过高的情况下可对UV涂料采取预加温,来降低涂料粘度。
第三,施工时涂布量跟辊轮转速、定量辊与涂布辊间距、涂布辊与被涂物间距这几个方面有关,可根据实际情况适当调整。然后定期检测涂布辊与传送带转速,两者转速要基本同步。
第四,工艺方面建议薄涂多次,涂层与涂层间最好二遍底漆(含腻子),全固化一次,然后砂光,之后再进行下一道工序。
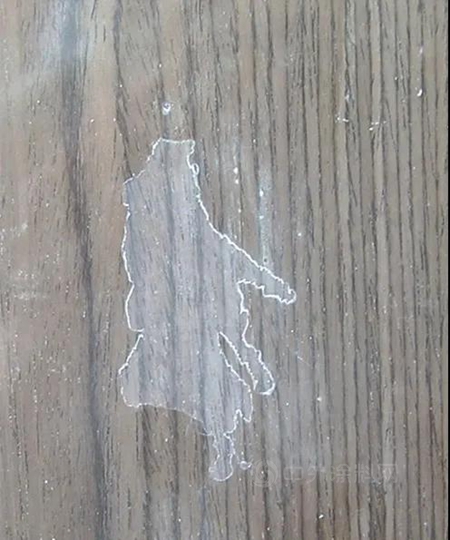
问题二 附着力不良
产生原因
附着力不良一般与以下几个方面有关:一是基材涂装前未做养生及特殊处理,基材含水率、含油率偏高;二是UV涂料含粉量偏高,施工时厚涂;三是施工过程中基材、涂层表面污染;四是涂层间砂光不良,有漏砂现象或砂光后放置时间过长。
预防方法
预防附着力不良要做到以下几点:
第一,基材涂装前要做养生及特殊处理,基材含水率宜控制在12%以内。含油及特殊基材要先对基材进行封闭,合理选用涂料产品及工艺设计。
第二,UV辊涂施工时建议单次涂布量:透明底漆20-25g/㎡、透明面漆5-8g/㎡,实色底漆15-25g/㎡、实色面漆8-14g/㎡。
第三,施工过程中基材表面或涂层间严禁油、水污染,特别要注意夏季施工人员抬板后粘染的汗渍,油水分离器及时排水。
第四,砂光时要选用合适的砂纸、砂带(底漆砂光一般用320#-400#砂纸),砂光要仔细、无漏砂,砂光后4小时内应进行下一道工序施工,隔夜施工时要重新砂光。
问题三 走油
产生原因
走油一般都与基材、设备、涂层、涂料和涂装环境污染有关,例如:基材放置时间太长,表面被油、水等物质污染;空压机油水未及时排放造成砂光机、除尘机等设备气管管道污染;施工时开启的涂料未做相应遮蔽保护措施,造成涂料污染;施工后辊涂机、传送带、紫外光固化机未清洁保养等。

预防方法
预防涂层走油要做到以下几点:
第一,空压机油水分离器要定期排放,定期对相关设备管道进行清理维护。
第二,是施工前检查辊涂设备有无杂质或异物污染,施工中盛漆容器和回油槽要遮蔽保护,基材砂光后放置时间要控制在4小时内,隔夜施工要重新砂光再进行下一道工序。
第三,施工完毕后要对辊涂机、回油槽、传送带用专用溶剂清洗(大批量生产不需每天清洗),并用干净的碎布擦干,为确保UV固化机灯管的能量及使用寿命,建议每周用棉球蘸专用酒精对灯管及反光罩擦拭清理维护。
第四,做好涂装环境7S管理并注意车间通风。
希望以上内容能帮助广大家具企业加深对辊涂常见弊病的了解。只要我们在施工前对相应设备进行检查、调试、首件试产、校对,施工中巡线、维护,施工后对设备清洗、保养并做好涂装环境7S管理,就可有效降低弊病产生的机率,减少、降低返工,提高生产效率。
文章来源:展辰家具漆
责任编辑:李德胜
特别声明:文章版权归原作者所有。本文转载仅出于传播信息需要,并不意味着代表本平台观点或证实其内容的真实性;文中图片仅供个人学习之用,著作权归图片权利人所有。任何组织和个人从本平台转载使用或用于任何商业用途,须保留本平台注明的“来源”,并自负版权等法律责任;作者如果不希望文章或图片被转载,请与我们接洽,我们会第一时间进行处理。
